问题
问答题
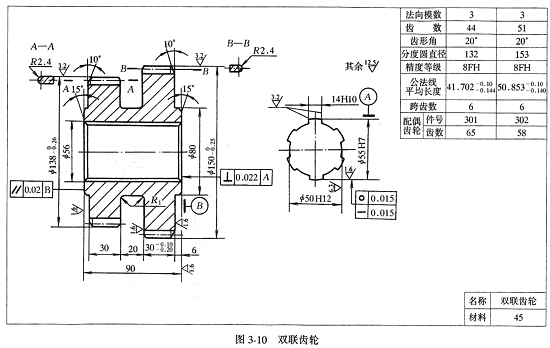
加工双联齿轮(见图3—10),批量为45~50件,试编写机械加工工艺卡。
答案
参考答案:
1)双联齿轮尺寸较大,毛坯宜采用锻件。
2)为简化工序,可将调质工序放在粗车之前。(一般放在粗车之后)
3)用软卡爪装夹较理想,工件任意调头翻身,一般仍可保证同轴度和垂直度在0.05mm左右。
4)花键两端孔口倒角15°,粗车至尺寸(考虑精车余量)。
5)由于花键孔在拉削时无法保证和外圆的同轴度要求,因此在精车齿坯时一定要套在花键心轴上进行。所以,粗车齿坯时,外圆及端面上必须留有精车余量。
6)齿部淬硬以后,会产生变形而影响齿形精度。因此,在淬齿工序后安排珩磨齿形工序。