问题
问答题
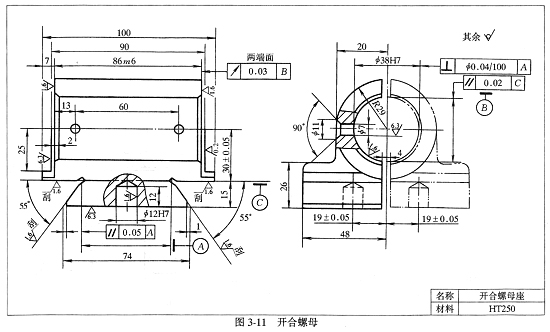
加工开合螺母(见图3-11),批量约55件,试制订机械加工工艺卡,并画出车削声38H7mm孔的车夹具草图。
答案
参考答案:
1)工件毛坯为铸件,为加工方便,整体加工后,铣成左右两件。
2)为保证φ38H7mm孔与外形相对位置正确,划线加工(铣或刨)燕尾槽夹具时,应选择φ58(R29)mm外形轴线为粗基准。
3)为保证工件的位置精度,燕尾槽应进行刮削和磨削。
4)φ38H7mm孔及两端面可将工件装夹在车床花盘的角铁上车削。
5)根据工件的技术要求,工件应以燕尾槽作为定位基准,另一面用镶条或燕尾形压板夹紧。夹具上的形位公差要求,应选择在工件公差的1/2~1/3之内。
6)为保证φ12H7mm孔距19mm+0.05mm尺寸,在钻、铰φ12H7mm孔时,必须使用钻模。钻模的定位基准应选择φ38H7mm孔。