问题
问答题 简答题
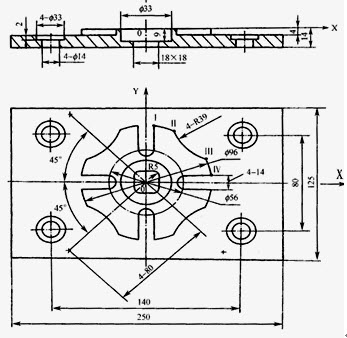
编程题:如图所示零件,毛坯已经经过粗加工,要求在加工中心上钻4-ф14㎜孔,用立铣刀铣5个ф33㎜孔。要求制定加工工艺,设定刀具参数,编写加工程序。
答案
参考答案:
%(钻ф14的孔,选用ф14的麻花钻)
O3000
N10G40G49G80G90M03S500
N20Z30
N30G98G83X-70Y-40Z-18R20Q5P4F60
N40X-70Y40
N50X70Y40
N60X70Y-40
N70M05
N80M30
%
%(铣ф33的孔,选用ф33的立铣刀)
O1000
N10G40G80G49G90M03S500
N20G00Z30
N30G54X0Y0
N40G92X0Y0Z30
N50M98P2000
N60G54G00X-70Y-40
N70G92X0Y0Z30
N80M98P2000
N90G54G00X-70Y40
N100G92X0Y0Z30
N110M98P2000
N120G00G54X70Y40
N130G92X0Y0Z30
N140M98P2000
N150G00G54X70Y-40
N160G92X0Y0Z30
N170M98P2000
N180M05
N190M30
%
%
O2000
N10G01Z0.5F100
N20G01G41X16.5Y0D、01
N30G03X16.5Y0Z-0.5I-16.5
N40G03X16.5Y0Z-1I-16.5
N50G03X16.5Y0Z-1.5I-16.5
N60G03X16.5Y0Z-2I-16.5
N70G03X16.5Y0Z-2I-16.5
N80G01Z5
N90G00Z30
N100M99