问题
问答题
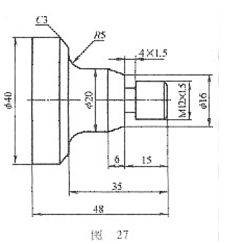
已知如图27所示工件毛坯为φ40mm×48mm,材料为45钢(调质处理),T01为90°外圆车刀,T02为4mm割刀,T03为外螺纹车刀,试用FANUC功能指令编制该工件的车削加工程序。
答案
参考答案:
参考程序如下:
G54 G90 G00 X100 Z80
G97 M03 S800 T0101
G00 X42 Z2 M08
G94 X-1 Z0 F0.2
G71 U3 R1.0
G71 P1 Q2 U0.5 W0.1 F0.3
N1 G42 G00 X6
G01 X12.0 Z-1 F0.1
Z-15.0
X16.0
X20 Z-21.0
Z-30
G02 X30 Z-35 R5.0
G01 X32
X40 Z-38
Z-48
N2 G40
M09
M05
M01
G54
M03 S1000
M08
G07 P1 Q2
G00 X100 Z80
T0202
G00 X18.0 Z-15.0
G01 X9.0
G04 X1.0
G01 X18.0
G00 X100 Z80
T0303
M03 S600 M08
G00 X14.0 Z2.0
G92 X11.0 Z-130 R1.5
X10.6
X10.4
G00 X100.0 Z80
M30